


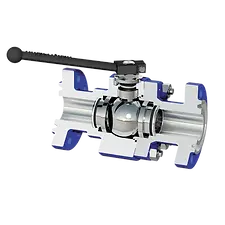
Ball valves
High-Performance metallic sealing gastight ball valves for severe service applications
Designed to individual customer requirements, Hartmann ball valves guarantee the highest levels of safety and availability – even under extreme operating conditions. As a reliable shut-off valve, they resist aggressive media, extreme pressures and temperatures or frequent actuating operations. The metal-to-metal sealing between ball and seat rings with high quality hardfacing provides an especially long service life and minimises maintenance requirements.
The ball valves are equipped with hand lever or gearbox for manual operation. Automatic operation by means of electric, pneumatic or hydraulic actuators. Configuration variants e.g. rapid close, fail-safe-open, fail-safe close and high cycle with ≥200,000 actuations per year. We develop tailor made solutions for special process requirements.
Products / Design
Shut-off ball valves with trunnion mounted ball (type AST) or floating ball (type ASF)
Pigging valves also as replacement for scraper launching systems for measurements, cleaning and separation of media
Ball valves with integrated components such as strainer or non-return valve
Twin ball valves with multiple barriers in pressure direction and cavity pressure bleed off for increased safety requirements
Multi-way ball valves for diversion and changeover units
Heating jacket ball valves for media requiring an increased temperature (e.g. sulphur)
Flow Control ball valves with linear or equal percentage flow characteristic
Drill string ball valves such as Kelly valves and IBOP
Top entry ball valves
Stem extensions for high or low temperature applications or for valve insulation
High pressure ball valves e.g. with BASF lens ring gasket flanges
Nominal bore: DN8 (1/4“) to DN1000 (40“)
Pressure: Vacuum up to 1.035 bar (15,000 psi)
Temperature: -200 °C (-328 °F) to + 550 °C (1022 °F)
Sealing system: Metal-to-metal sealing
Material: Carbon Steel, Stainless Steel, Duplex, Superduplex, Hastelloy, Incolloy, Inconel, Monel, Titanium
Functions: Double block and bleed (DBB), double isolation and bleed (DIB 1 and DIB 2)
Regulations and Standards: API 6A, API 6D, ASME, PED, DGRL, DIN ISO
Certified for: Fire Safe, TA Luft, SIL and more
Connections: Flange, but weld, socket weld, threaded
Media
Crude oil, natural gas, acid gas, syngas, oxygen, hydrogen, helium, steam, thermal water, coal dust, slurry, slag and ash, polymers, cellulose, miscellaneous solids (also corrosive /abrasive), ethylene, liquid sulphur, PE / PP

Ball valves

































Típusokk

AST - Spherical ball

Gate valve

API 6A ball valves

ASF - Floating ball

Scraper valve

TBV - Twin ball valve

Ball valves for oxygen

Special ball valves
Ball valves for hydrogen
Datasheet
Installation Guide
Rheonik RHE 28 Installation Guide (english)
Rheonik RHE 28 Installation Guide (german)
Wiring diagrams
HART - as Standard Two plus HART
Standard Two - 2*4/20mA (a/p), 2*Pulse/Freq, 2*DO, 2*DI, RS485 (Modbus)
Standard One - 1*4/20mA (a/p), 2*DO (Pulse/Freq/Status), 1*DI, RS485 (Modbus)
Premium - as Standard Two plus HART and analogue input